movable warehouse shelving
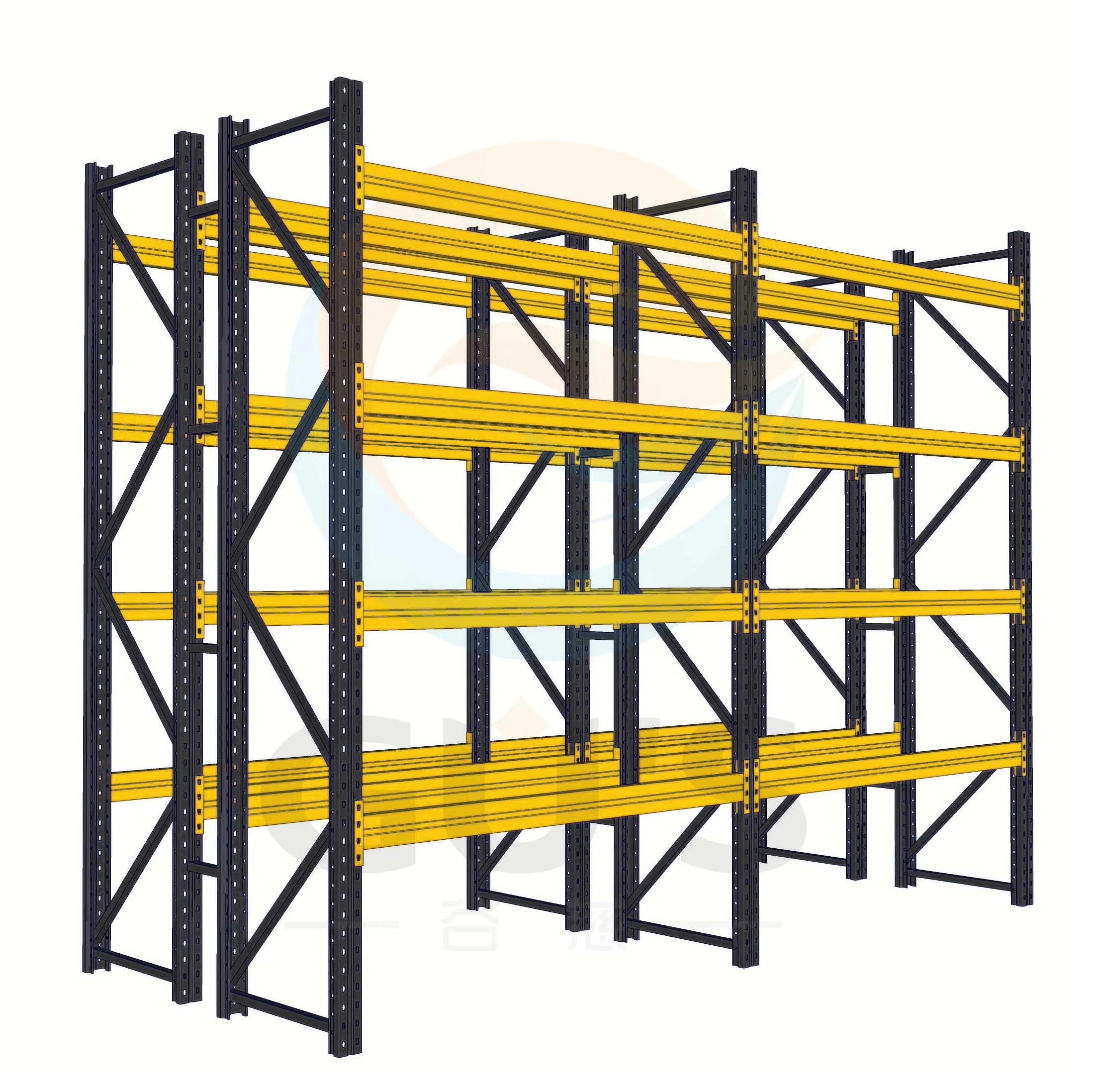
Movable warehouse shelving represents a revolutionary storage solution that maximizes space utilization while ensuring efficient inventory management. This innovative system consists of mobile storage units mounted on tracks, allowing shelves to move laterally and eliminate fixed aisles. The technology incorporates advanced mechanical or electronic drive systems that enable smooth movement of heavily loaded shelves with minimal effort. These systems can be manually operated through ergonomic handles or powered by electric motors with safety features like motion sensors and automatic locks. The shelving units are customizable in terms of height, width, and depth, accommodating various product sizes and weights. Modern movable warehouse shelving often integrates with warehouse management systems through RFID technology and barcode scanning capabilities, enabling real-time inventory tracking. The construction typically features high-grade steel components with protective coatings to ensure durability and longevity. These systems can be installed in various environments, from traditional warehouses to archives, retail backrooms, and manufacturing facilities, offering versatile storage solutions that adapt to specific business needs.