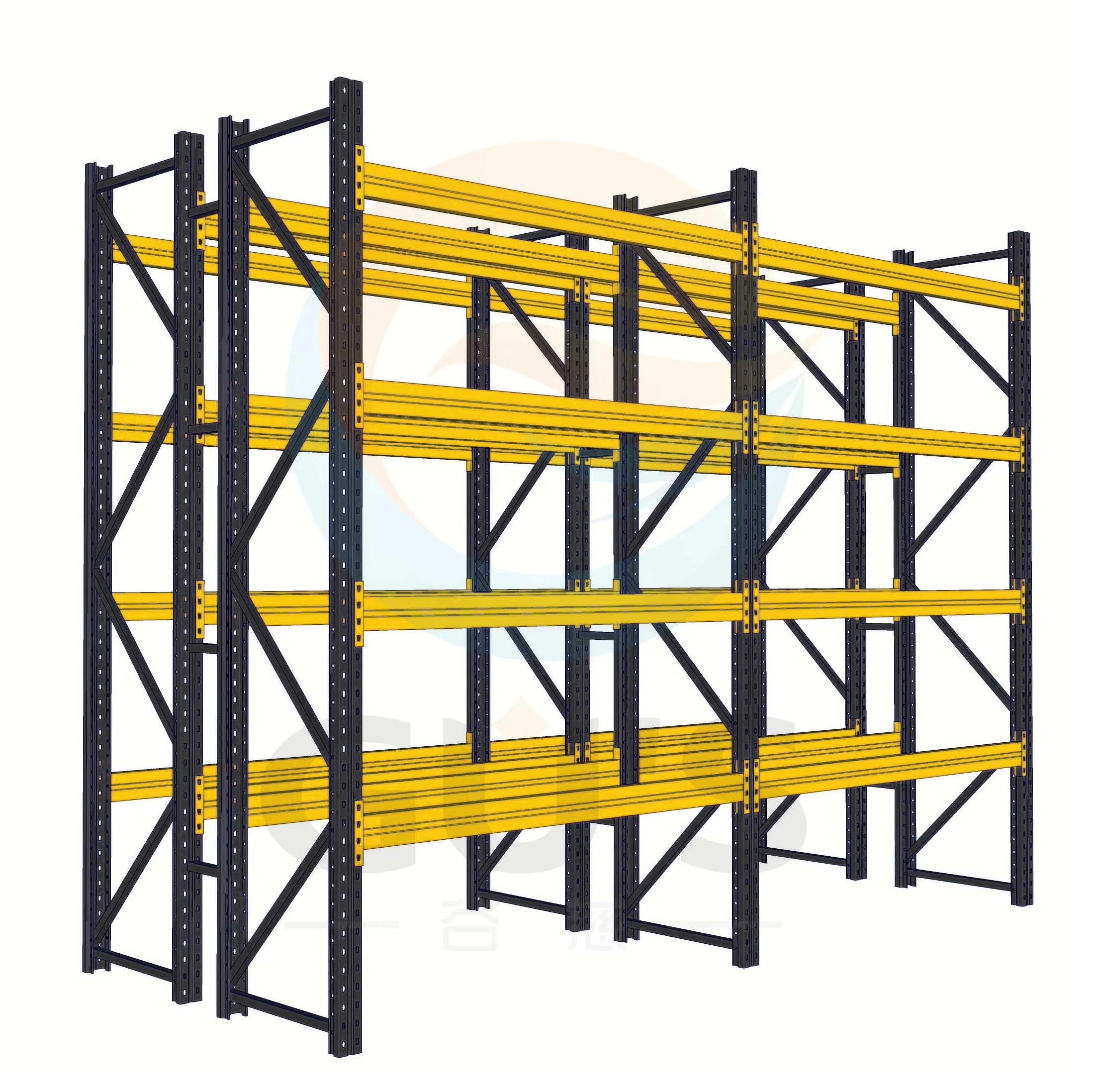
shelving heavy duty industrial
Shelving heavy duty industrial represents the backbone of modern warehousing and storage solutions, engineered to withstand extreme weights and provide optimal organization in commercial and industrial settings. These robust storage systems are constructed from high-grade steel or reinforced materials, capable of supporting loads ranging from 500 to 2000 pounds per shelf level. The modular design allows for customizable configurations to accommodate various item sizes and weights, while the adjustable shelf levels enable maximum space utilization. Advanced powder coating techniques ensure long-term durability and resistance to corrosion, making these systems suitable for diverse environments including cold storage, manufacturing facilities, and distribution centers. The shelving units feature reinforced corner posts, heavy-gauge steel beams, and industrial-grade fastening systems that guarantee structural integrity even under maximum load conditions. Most systems incorporate safety features such as cross-bracing and floor anchoring options, ensuring stability and compliance with workplace safety regulations. The versatility of these systems extends to their compatibility with material handling equipment, allowing seamless integration with forklifts, pallet jacks, and other warehouse machinery.